+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
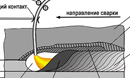
 Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса электрошлаковой сварки в его начале и дальнейшем протекании, когда сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочного металлов, а также постоянно поступающего в ванну специального флюса.
Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса электрошлаковой сварки в его начале и дальнейшем протекании, когда сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочного металлов, а также постоянно поступающего в ванну специального флюса.
 Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса электрошлаковой сварки в его начале и дальнейшем протекании, когда сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочного металлов, а также постоянно поступающего в ванну специального флюса.
Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса электрошлаковой сварки в его начале и дальнейшем протекании, когда сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочного металлов, а также постоянно поступающего в ванну специального флюса.
 Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
 Все существующие способы сварки можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Все существующие способы сварки можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
 Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).
 Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
 Сварочное производство сегодня – это один из ключевых технологических процессов, обеспечивающих деятельность предприятий разной направленности. Сварку можно смело назвать технологичным, надежным и наиболее эффективным способом создания неразъемных соединений самых разных конструкций. Сегодня предлагаем поговорить об истории сварки и, конечно, о перспективах этой отрасли в нашей стране.
Сварочное производство сегодня – это один из ключевых технологических процессов, обеспечивающих деятельность предприятий разной направленности. Сварку можно смело назвать технологичным, надежным и наиболее эффективным способом создания неразъемных соединений самых разных конструкций. Сегодня предлагаем поговорить об истории сварки и, конечно, о перспективах этой отрасли в нашей стране.
 Совершенно любой сварочный процесс требует некой подготовки и знаний, которые необходимо будет нужно использовать во время работы. В этой статье мы поделимся с новичками сварочного мастерства секретами, которые помогут им достичь высоких результатов в столь мужском искусстве. Итак, давайте посмотрим, какие тонкости, подводные камни и секреты таит в себе сварочное дело.
Совершенно любой сварочный процесс требует некой подготовки и знаний, которые необходимо будет нужно использовать во время работы. В этой статье мы поделимся с новичками сварочного мастерства секретами, которые помогут им достичь высоких результатов в столь мужском искусстве. Итак, давайте посмотрим, какие тонкости, подводные камни и секреты таит в себе сварочное дело.
 Условия для сварки заготовок во многом зависят от толщины металла. Начинающие сварщики учатся с металлов средней толщины и чаще всего выбор падает на 4 мм детали. Что нужно знать для сварки «четвёрки»? Об этом в нашей статье.
Условия для сварки заготовок во многом зависят от толщины металла. Начинающие сварщики учатся с металлов средней толщины и чаще всего выбор падает на 4 мм детали. Что нужно знать для сварки «четвёрки»? Об этом в нашей статье.
 Сварные ограждения пользуются достаточно большой популярностью. Их основными достоинствами является прочность и долговечность. Конструкции сварного металла имеют достаточно приятный внешний вид. А сейчас такими же популярными стали заборы из профнастила, которые несложно сделать своими руками.
Сварные ограждения пользуются достаточно большой популярностью. Их основными достоинствами является прочность и долговечность. Конструкции сварного металла имеют достаточно приятный внешний вид. А сейчас такими же популярными стали заборы из профнастила, которые несложно сделать своими руками.
 Качеством называется совокупность свойств, которые относятся к какой-либо продукции и обуславливаются её пригодностью и удовлетворением тех норм и потребностей, которые к ним выдвигают.
Качеством называется совокупность свойств, которые относятся к какой-либо продукции и обуславливаются её пригодностью и удовлетворением тех норм и потребностей, которые к ним выдвигают.
 Известно, что полуавтоматические сварочные автоматы позволяют варить различный по толщине металл, начиная от тонкого – толщиной в 0,7-0,8 мм, и заканчивая толстым металлом, толщиной в 4 и более миллиметров. Это говорит о том, что варить с помощью полуавтомата можно совершенно разный металл, в том числе и автомобильный металл – крылья и пороги, а также кузов, лонжероны и прочие автомобильные части.
Известно, что полуавтоматические сварочные автоматы позволяют варить различный по толщине металл, начиная от тонкого – толщиной в 0,7-0,8 мм, и заканчивая толстым металлом, толщиной в 4 и более миллиметров. Это говорит о том, что варить с помощью полуавтомата можно совершенно разный металл, в том числе и автомобильный металл – крылья и пороги, а также кузов, лонжероны и прочие автомобильные части.
 В любом случае сварной шов на металлической конструкции будет местом концентрации температурных напряжений. Чтобы в этом месте получить достаточно медленное разогревание стали и разогреть его до большой температуры, надежнее употреблять газопламенную горелку в процессе разогрева и сварки.
В любом случае сварной шов на металлической конструкции будет местом концентрации температурных напряжений. Чтобы в этом месте получить достаточно медленное разогревание стали и разогреть его до большой температуры, надежнее употреблять газопламенную горелку в процессе разогрева и сварки.
 Во время сварочного процесса может возникать большое количество разнообразных проблем и моментов, которые требуют решения и рассмотрения. Например, широко распространенной проблемой является перебой с подачей проволоки или же «странные звуки», исходящие изнутри аппарата, которые явно указывают на то, что в системе подачи сварочной проволоки наблюдаются какие-то явные неполадки.
Во время сварочного процесса может возникать большое количество разнообразных проблем и моментов, которые требуют решения и рассмотрения. Например, широко распространенной проблемой является перебой с подачей проволоки или же «странные звуки», исходящие изнутри аппарата, которые явно указывают на то, что в системе подачи сварочной проволоки наблюдаются какие-то явные неполадки.
 Во время сварочного процесса образуется сварочный шов между двумя деталями, которые подвергаются соединению. Так вот, часто во время сварки может образоваться сварочный шов неправильной формы. Такой шов называют «неправильным», и проблему эту необходимо устранять, потому как в противном случае это может повлиять на дальнейшее качество сварного соединения.
Во время сварочного процесса образуется сварочный шов между двумя деталями, которые подвергаются соединению. Так вот, часто во время сварки может образоваться сварочный шов неправильной формы. Такой шов называют «неправильным», и проблему эту необходимо устранять, потому как в противном случае это может повлиять на дальнейшее качество сварного соединения.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q