+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.

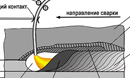
Рисунок. Схема дуговой сварки под флюсом
Автоматическая сварка под флюсом – дуговая сварка проволокой (проволочным электродом) под слоем флюса с механизированными операциями подачи проволоки и перемещения дуги вдоль линии шва.
Общепринятые обозначения
SAW – Submerged Arc Welding – сварка погруженной дугой
Сущность процесса сварки под флюсом
Дуговая сварка под флюсом может выполняться автоматами и полуавтоматами, однако последние используются редко.
Проволока подается в зону сварки с помощью подающих роликов. Подвод тока к проволоке осуществляется скользящим контактом. Плотный слой флюса, высыпаемый из бункера во время движения сварочного автомата, обеспечивает эффективную защиту расплавленного металла сварочной ванны от взаимодействия с воздухом. Дуга горит в газовом пузыре, который образуется парами и газами флюса и расплавленного металла. В результате металлургического взаимодействия шлака и расплавленного металла и кристаллизации металла сварочной ванны формируется шов с необходимым химическим составом и механическими свойствами. На поверхности шва располагается легко отделяемая шлаковая корка из затвердевшего флюса. Не израсходованный флюс собирается во флюсоаппарат для дальнейшего применения при сварке.
Достоинства способа:
- Повышенная производительность;
- Минимальные потери электродного металла (не более 2%);
- Отсутствие брызг;
- Максимально надёжная защита зоны сварки;
- Минимальная чувствительность к образованию оксидов;
- Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- Малые затраты на подготовку кадров;
- Отсутствует влияния субъективного фактора.
Недостатки способа:
- Трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- Трудности корректировки положения дуги относительно кромок свариваемого изделия;
- Неблагоприятное воздействие на оператора;
- Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
Области применения:
- Сварка в цеховых и монтажных условиях
- Сварка металлов от 1,5 до 150 мм и более;
- Сварка всех металлов и сплавов, разнородных металлов.
Пути повышения производительности:
- Сварка (наплавка) независимой дугой, горящей между двумя электродами (к изделию ток не подводят); при большом расстоянии от дуги до поверхности изделия основной металл вообще не проплавляется.
- Сварка трёхфазной дугой, при которой глубина проплавления зависит от соотношения токов в дугах, горящих между электродами и изделием.
- Сварка разнородными дугами. Питание дуги между электродами и изделием осуществляется при этом постоянным током, а дуги между электродами - переменным током.
- Однофазная двухэлектродная наплавка, основанная на питании электродов и изделия от концов и середины вторичной обмотки сварочного трансформатора.
- Наплавка с подачей присадочной проволоки в дугу (к проволоке ток не подводят).
- Сварка (наплавка) по подкладке из металла требуемого химического состава и выполняющую функции теплопоглощения сварочной дуги и повышения коэффициента наплавки.
- Сварка комбинированной дугой (зависимой и независимой, горящей между основным и дополнительным электродами).
- Сварка расщеплённым электродом.
- Сварка (наплавка) ленточным электродом.
- Сварка многодуговая:
-- в общую ванну;
-- в разделённые ванны.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q