+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности...
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности...

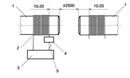
1- труба; 2 - сварочный кабель; 3 - сварочный источник питания постоянного тока; 4 - металлическая пластина; 5 - разъемный контакт
Рисунок 11.13 - Схема монтажа оборудования для размагничивания труб импульсным методом
- провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
- определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
- установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
- измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
- установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
- выполнить демонтаж размагничивающих обмоток (соленоида).
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, - от 7 до 11, трубы с меньшей величиной магнитного поля - от 3 до 5 витков;
- подключить сварочный кабель к источнику постоянного тока;
- включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
- если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
- если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.

1- труба; 2 - сварочный кабель; 3 - сварочный источник питания постоянного тока
Рисунок 11.14 - Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q