+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Для газоэлектрической сварки в аргоне и углекислом газе стали 08Х18Н10Т используют те же полуавтоматы, что и для сварки углеродистых сталей, обеспечивающие сварку как сплошным швом, так и электрозаклепками в различных пространственных положениях.
Для газоэлектрической сварки в аргоне и углекислом газе стали 08Х18Н10Т используют те же полуавтоматы, что и для сварки углеродистых сталей, обеспечивающие сварку как сплошным швом, так и электрозаклепками в различных пространственных положениях.

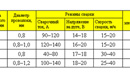
Таблица. Рекомендуемые режимы MIG/MAG сварки
При MIG сварке рекомендуют применять аргон марки В по ГОСТ 10157, сварочные проволоки марок Св–04Х19Н9 или Св–06Х19Н9 диаметром 0,8 и 1,0 мм по ГОСТ 2246. Для обеспечения качественного формирования сварного шва перенос металла в дуге должен быть струйным. Это может быть достигнуто на постоянном токе обратной полярности при сварке на режимах MIG/MAG.
Трудности MAG сварки стали 08Х18Н10 заключаются в довольно интенсивном разбрызгивании расплавленного металла, составляющем 10–12%, и образовании очагов коррозии в месте приваривания брызг к металлу. Для уменьшения разбрызгивания сварку следует выполнять тонкой проволокой диаметром 0,8 и 1,2 мм на малых вылетах. Чтобы избежать прилипания брызг, свариваемый металл следует покрывать на расстоянии по 100 мм по обе стороны стыка защитным слоем. Например, можно использовать покрытия МВ (мел 30–40%, вода 70–60%), МЖС (мел 30%, жидкое стекло 70%) или ЦЖС (циркон 20–35%, жидкое стекло 65–80%). Для MAG сварки стали 08Х18Н10 рекомендуют применять углекислый газ I и II сорта по ГОСТ 8050, сварочные проволоки марки Св–08Х20Н9Г7Т или Св–08Х20Н9С2БТЮ. Сварку выполняют на постоянном токе обратной полярности. Рекомендуемые режимы сварки MIG/MAG приведены в таблице.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q