+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
 Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
 Что такое импульсный режим. Преимущества импульсного режима.
Что такое импульсный режим. Преимущества импульсного режима.
 В некоторых аппаратах кроме обычного импульсного режима еще есть режим двойного импульса Double Pulse.
В некоторых аппаратах кроме обычного импульсного режима еще есть режим двойного импульса Double Pulse.
 Кто-то утверждает, что это чуть ли не единственный верный способ сварки алюминия. Или это просто очередной рекламный ход?
Кто-то утверждает, что это чуть ли не единственный верный способ сварки алюминия. Или это просто очередной рекламный ход?
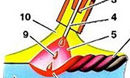
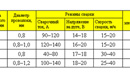
 Какой наконечник взять для дуговой сварки алюминиевых сплавов металлическим электродом в среде защитного газа для проволоки диаметром 1.2 мм?
Какой наконечник взять для дуговой сварки алюминиевых сплавов металлическим электродом в среде защитного газа для проволоки диаметром 1.2 мм?
 Мало какой режим сварки сравнится по удобству и производительности с MIG, однако есть несколько ошибок, которые могут всё испортить.
Мало какой режим сварки сравнится по удобству и производительности с MIG, однако есть несколько ошибок, которые могут всё испортить.
 Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
 Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки.
Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки.
 Существуют три вида переноса сварочного материала при MIG-сварке: сварка короткой дугой (короткими замыканиями), сварка со струйным переносом металла и сварка пульсирующей дугой. Сварка короткой дугой используется для тонкостенных материалов, для проварки корня шва в материалах с большими толщинами, а также для сварки в потолочном и вертикальном на подъем положениях.
Существуют три вида переноса сварочного материала при MIG-сварке: сварка короткой дугой (короткими замыканиями), сварка со струйным переносом металла и сварка пульсирующей дугой. Сварка короткой дугой используется для тонкостенных материалов, для проварки корня шва в материалах с большими толщинами, а также для сварки в потолочном и вертикальном на подъем положениях.
 В настоящее время на промышленных предприятиях весьма распространено использование полуавтоматических сварных аппаратов. Они имеют механизированную подачу проволоки и предназначены для соединения отдельных элементов из металла. Данные устройства имеют множество положительных качеств. Приобрести оборудование, а также заказать ремонт сварочных полуавтоматов можно практически в каждом большом городе.
В настоящее время на промышленных предприятиях весьма распространено использование полуавтоматических сварных аппаратов. Они имеют механизированную подачу проволоки и предназначены для соединения отдельных элементов из металла. Данные устройства имеют множество положительных качеств. Приобрести оборудование, а также заказать ремонт сварочных полуавтоматов можно практически в каждом большом городе.
 Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
 Для газоэлектрической сварки в аргоне и углекислом газе стали 08Х18Н10Т используют те же полуавтоматы, что и для сварки углеродистых сталей, обеспечивающие сварку как сплошным швом, так и электрозаклепками в различных пространственных положениях.
Для газоэлектрической сварки в аргоне и углекислом газе стали 08Х18Н10Т используют те же полуавтоматы, что и для сварки углеродистых сталей, обеспечивающие сварку как сплошным швом, так и электрозаклепками в различных пространственных положениях.
 Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
 Сварка с применением углекислоты по принципу работы чем-то напоминает газовую сварку. Возможно производить соединение как с защитой, так и без нее. Принцип работы такой сварки – нагнетание углекислого газа на место соединения двух частей свариваемого материала. Сварочная дуга нагревает части материала до максимальных температур; производится распад вещества на части, такие как O2 и CO. В результате мы получаем сварочный швы с устойчивостью к коррозии, окислению и ржавчине.
Сварка с применением углекислоты по принципу работы чем-то напоминает газовую сварку. Возможно производить соединение как с защитой, так и без нее. Принцип работы такой сварки – нагнетание углекислого газа на место соединения двух частей свариваемого материала. Сварочная дуга нагревает части материала до максимальных температур; производится распад вещества на части, такие как O2 и CO. В результате мы получаем сварочный швы с устойчивостью к коррозии, окислению и ржавчине.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q