+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 В процессе полуавтоматической сварки при соприкосновении присадочной проволоки с изделием возникает короткое замыкание, что провоцирует снижение величины напряжения почти до нуля. Это приводит к резкому изменению сварочного тока и быстрому сгоранию присадочной проволоки с большим разбрызгиванием.
В процессе полуавтоматической сварки при соприкосновении присадочной проволоки с изделием возникает короткое замыкание, что провоцирует снижение величины напряжения почти до нуля. Это приводит к резкому изменению сварочного тока и быстрому сгоранию присадочной проволоки с большим разбрызгиванием.

Индуктивность — это процесс в электрической цепи, который замедляет скорость нарастания тока. Возможность настройки этого параметра позволяет избежать короткого замыкания, делая сварочный процесс более плавным.
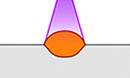
Малая индуктивность полезна при работе с тонкими заготовками. Она позволяет получить прочный шов при небольшом тепловложении (левый рисунок). Увеличив индуктивность, оператор получит большую глубину проплавления металла, более широкую сварочную ванну и гладкий сварочный шов с ровным валиком (правый рисунок).
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q