+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Сварка — это тип соединения металлических деталей путем их расплавления. Однако, если с варкой стали все просто, то при сваривании нержавейки или цветных металлов обычным электродуговым способом шов получается некачественными и быстро приходит в негодность. Для этого применяют технологию сваривания в аргоновой среде. Как осуществляется аргонно-дуговая сварка инвертором? Зачем использовать такую технологию и насколько тяжело осуществить такое соединение?
Сварка — это тип соединения металлических деталей путем их расплавления. Однако, если с варкой стали все просто, то при сваривании нержавейки или цветных металлов обычным электродуговым способом шов получается некачественными и быстро приходит в негодность. Для этого применяют технологию сваривания в аргоновой среде. Как осуществляется аргонно-дуговая сварка инвертором? Зачем использовать такую технологию и насколько тяжело осуществить такое соединение?

Зачем нужен аргон
Главная причина кроется в атмосферном кислороде. Этот газ, находящийся повсеместно, окисляет все вещества, с которыми контактирует. И именно под влиянием кислорода металлы подвергаются коррозии. Во время сварочного процесса обычным, электродуговым способом, нержавеющие стали (в составе которых никель и хром) и цветные металлы образуют в шве окислы от контакта с воздухом. От таких изменений в составе соединение, во-первых, не так прочно, а во-вторых, начинает разрушаться под воздействием коррозии. Для того, чтобы перекрыть доступ воздуха и кислорода в частности, к сварочной ванне используют подачу инертного газа аргона (гелия или углекислоты). В такой среде сварочный шов надежно соединяет детали и не подвергается разрушительным процессам.
Как варить металлы в аргоновой среде
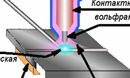
Для начала понадобится оборудование, которым можно осуществлять процесс сварки в аргоне. Потребуется инвертор с возможностью TIG-сварки. Этот аппарат имеет функцию подключения газового оборудования. Саму сварку осуществляют неплавящимся вольфрамовым электродом с подачей газа к горелке.

Также нужно приобрести электроды (вольфрам) и газ. Дополнительно может потребоваться присадочная проволока. Чаще всего под аргоном сваривают детали из нержавейки и алюминия. Как это делается технологически? Аргонно-дуговая сварка инвертором ММА предусматривает использование дополнительно осциллятора. Это устройство, которое обеспечивает бесконтактное зажигание дуги. В аргоне обычным способом поджог затрудняется, а осциллятор дает нужное напряжение для этого. Важно знать правильный выбор тока при сварке аргоном для различных материалов: стали, нержавейки или алюминия.
Сварка нержавеющих сталей
Сваривание нержавейки тиг инвертором происходит от постоянного тока. Для того, чтобы прихватить заготовки, не нужно использовать присадку. Подключается оборудование, кабель горелки ставится на плюс, а масса на минус. Расход газа выставляют 6-10 литров, силу тока регулируют в зависимости от толщины свариваемых деталей. Чем более толстостенный металл, тем выше показатель. Для нержавейки толщиной 1-2 миллиметра сила тока выставляется 15-35 ампер. При сварке неплавящимся электродом дугу разжигают не на заготовках, а рядом на графитовой пластинке. После поджигания дуги, плавно ведут шов, ни в коем случае нельзя утапливать вольфрамовый стержень в сварочную ванну.
Присадочную проволоку подают к краю расплава легкими тычками. Слишком резкая подача присадки будет приводить к интенсивному разбрызгиванию расплава. Когда сварочный шов завершен, нужно оторвать электрод от поверхности, погасив дугу, и вернуть горелку к нему, чтобы остывание металла происходило под струей аргона. При сварке следите за тем, чтобы присадочный материал и сам электрод находились в зоне, к которой подается аргон.
Насколько качественно проварено соединение, можно понять во время процесса по форме сварочной ванны. Если она удлиняется в сторону ведения шва, то металл варится качественно. В противном случае ванна имеет овальную или округлую форму (расплав просто растекается поверху заготовок).
Сварка алюминия
Сварка алюминиевых деталей происходит с использованием переменного тока! Аргонно-дуговую сварку инвертором также можно проводить и на постоянном токе (чаще всего для толстых деталей). Расход газа при сварке алюминия выставляют от 8 до 10 литров. Обязательно соблюдается обратная полярность электрического тока. Если вы свариваете алюминий, то горелка ставится на минус, а масса — на плюс.

Сила тока, как и в случае с нержавеющими сталями, зависит от толщины. Чем более толстый металл, тем выше показатель!
Вольфрамовый электрод выбирают по толщине (они бывают от 1 до 4 мм). Кончик электрода рекомендуется подточить, для лучшей фокусировки дуги. Для варки алюминия также используется присадочный пруток, который выбирают зависимо от того, какой металл сваривается (чистый или сплав). Детали должны быть хорошо очищенными и обезжиренными (например, ацетоном). При сварке неплавящимся электродом дугу лучше зажигать также на графитовой пластинке. При ведении шва угол наклона горелки должен составлять 45 градусов. Электрод нужно вести плавно, без резких рывков, чтобы не нарушить равномерную подачу аргона.
Как и в случае с нержавейкой, присадочный пруток подают тычками к краю, но не в саму ванну. Обязательно нужно следить за сварочным процессом, чтобы вольфрамовый стержень не попал в расплавленный металл. После завершения сварного шва дугу гасят, отрывая электрод, и оставляют подачу аргона на соединение для застывания расплавленного алюминия в защитной среде. Толстые алюминиевые детали можно варить на постоянном токе, используя обратную полярность и небольшую силу в 35 ампер. Свою специфику имеют и процессы варки других цветных металлов меди, титана и прочих.
Возможно также сваривание и плавящимися электродами. Для этого используют специальные виды расходников, предназначенные именно для варки цветных металлов и нержавеющих сталей. Кроме аргона возможно использование других газов, например, гелия. При его применении в сварке алюминия, шов получается даже чище и более качественным, чем с другими аналогами.
Также в защитном газе можно сваривать и разные марки стали, особенно это актуально при очень тонких работах, когда нужно избежать разбрызгивания и растекания расплавленного металла.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q