+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 До сих пор для изготовления точечного сварного соединения из оцинкованной листовой стали с односторонним доступом не было способа сварки, в достаточной степени отвечающего запросам промышленности, как по качеству, так и по экономичности.
До сих пор для изготовления точечного сварного соединения из оцинкованной листовой стали с односторонним доступом не было способа сварки, в достаточной степени отвечающего запросам промышленности, как по качеству, так и по экономичности.

Рис. 1. Горелка для PPSW-сварки.
Эта задача была удачно решена путем усовершенствования горелок и изменения последовательности протекания процесса PSW-сварки (PlasmaSpotWelding-плазменная точечная сварка). Новая технология позволяет проводить сварку оцинкованной листовой стали с толщинами 0,5-3мм. Прочность соединения, определяемая механическими испытаниями на растяжение, соответствовала требуемым нормам. Металлографические исследованиями показали отсутствие дефектов. Способ, получивший название PPSW (Pinhole PSW – плазменная точечная сварка с «проколом» свариваемых элементов), применим в нижнем и вертикальном положениях. Зазор между свариваемыми заготовками при PPSW-сварке не оказывает критического влияния на качество сварного соединения. Кроме того, возможна сварка при пакетной сборке (до 5 слоев). Технология PPSW-сварки делает экономически оправданным применение точечного сварного соединения с односторонним доступом в различных областях промышленности, таких как автомобилестроение, производство бытовой техники, тяжелое машиностроении, строительство, а также при ремонтных работах [1-5].
Введение
В промышленном производстве точечных сварных соединений стала почти традиционной точечная сварка с двухсторонним подходом, либо двухточечная на подложке. Это обстоятельство обращает на себя внимание на стадиях проектных и конструкторских работ, налагая ограничения на применение того или иного способа сварки.
В частности при контактной точечной сварке для электродов клещей должен обеспечиваться двухсторонний доступ на свариваемых деталях из листовой стали, кроме того должно выдерживаться требуемое расстояние между точками. Однако, иногда по экономическим или техническим причинам это трудновыполнимо или просто не возможно. В таких случаях, или при работах по исправлению брака, контактная точечная сварка уступает место альтернативным способам сварки – точечной сварке электрической дугой (WIG и PSW), - или же, сравнительно дорогой в применении, лазерной точечной сварке.
Постановка задачи
В промышленности и, особенно, в автомобилестроении для защиты от коррозии широко применяются цинкосодержащие покрытия. Независимо от способа и качества нанесения покрытия, оно заставляет технологии точечной WIG и PSW-сварки работать на пределе своих возможностей. Причины данного явления следующие.
Первая состоит в том, что испарившийся от теплового излучения дуги цинковый слой (на лицевой стороне верхнего элемента) образует вместе с нагретым, химически-активным вольфрамовым электродом сплав. Что приводит к ухудшению характера поджига и работы электрода, и, как следствие, к катастрофическому сокращению срока службы последнего.
Вторая кроется в принципе теплопроводности, «ответственном» за другой негативный эффект. Когда теплота сварочной дуги достигает нижнего элемента и приводит к его нагреву выше температуры в ~9100°С, цинковое покрытие (на внутренних сторонах элементов) испаряется. Также, в зависимости от фактического зазора в свариваемом соединении, создается избыточное давление паров цинка. При дальнейшем подводе тепла в верхнюю заготовку и образовании на ней ванны жидкого металла (~15000°С) пары цинка между заготовками взрывообразно расширяются, вырываются наружу и увлекают за собой частицы металла. Последние попадают в сварочную горелку, что приводит к ее повреждению. Газы и оксиды цинка, оставшиеся в сварной точке, приводят к снижению ее прочности. Эти трудности привели к тому, что дуговая сварка оцинкованной стали до сих пор не находила широкого промышленного применения.
Несмотря на вышеизложенное, существует высокая потребность в способе сварке, альтернативном контактной точечной сварки, который бы осуществлялся с односторонними подходом и не требовал неизбежных дополнительных работ по исправлению брака, путем рассверливания или вырубки бракованной контактной точки с последующей заваркой дефекта. Экономически выгодный способ PSW-сварки проявилась сравнительно недавно, и впервые был применен для соединения непокрытых листовых стальных деталей. Путем изменения процесса PSW-сварки и перепрограммирования его цикла удалось применить данную технологию и для металла с оцинкованной поверхностью.
Изменение процесса и оборудования PSW-сварки
Чтобы противодействовать осаждению цинка на вольфрамовом электроде, была изменена конструкция сварочной горелки. При PSW-сварке относительно незащищенное острие электрода располагается в центре керамической сферы. При PPSW-сварке расположенный внутри сопла электрод более защищен от брызг металла и паров цинка (рис.1).
Дополнительную защиту оказывает поток плазмы инертного газа, непрерывно выходящий из канала сопла. Такое взаиморасположение электрода и сопла хорошо зарекомендовало себя в промышленности, при сварке оцинкованных деталей продольными швами.
Трудность удаления взрывающихся паров оксида цинка из сварной точки состоит в ограничении тепловложения.
При PPSW-сварке, подобно классической плазменной сварке проникающей дугой (только без последующего продольного перемещения), плазменная струя за короткий промежуток времени прокалывает собранные листы металла. Таким образом, в основе PPSW-сварки лежит принцип «булавочного прокола», в то время как собственно PSW-сварка основывается на принципе теплопередачи. Процесс PPSW-сварки состоит из 4 фаз.
Четыре фазы PPSW-сварки
Фаза 1: Начало процесса и испарение цинка
Горелка для PSW-сварки вручную устанавливается на лицевой поверхности свариваемых листов с уже подожженной вспомогательной сварочной дугой. Далее загорается основная сварочная дуга. В этой фазе горелка работает на сравнительно низких сварочных токах. Начиная со стартового значения, ток, линейно изменяясь по времени, достигает значения тока первой фазы I1. В области действия сварочной дуги и прилегающей зоне цинковое покрытие лицевой стороны верхнего листа полностью испаряется и удаляется через пазы сопла. Верхний лист нагревается под тепловым воздействием сварочной дуги и начинает плавиться (рис.2).

Рис. 2. Принцип 1 фазы.
Фаза 2. Создание «булавочного отверстия»
Когда испарение цинка завершено, сварочный ток I2 и расход плазмообразующего газа q2 повышаются до величин, при которых происходит проникновение обжатой сварочной дуги на всю толщину обоих заготовок с выходом факела с обратной стороны. Цель – удаление цинка и его оксида с внутренних поверхностей через «булавочное отверстие», созданное плазменной дугой. Вместе с тем, обеспечивается гарантированное проплавление сварного соединения (рис.3).

Рис. 3. Принцип 2 фазы.
Фаза 3. Заполнение сварочной ванны
После того, как «булавочное отверстие» образовалось, сварочный ток I3 и расход плазмообразующего газа q3 несколько уменьшаются. Одновременно начинается подача присадочной проволоки в сварочную ванну. Подача происходит под углом, через специальный паз в сопле сварочной горелки, куда подводится направляющая с проволокой. Скорость подачи контролируется образом, чтобы, с одной стороны, присадочная проволока успевала расплавиться, а с другой, чтобы сварочная ванна не протекала вниз. В конце третьего – начале четвертого импульса-фазы сварочную проволоку оттягивают обратно на незначительную длину, что предупреждает ее прилипание к краю сварочной ванны (рис.4). Следует отметить, что наличие присадочного материала уменьшают влияние такого вредного фактора, как зазор между свариваемыми листами.

Рис. 4. Принцип 3 фазы.
Фаза 4. Заварка кратера и окончание сварки
Для контроля застывание сварочной ванны и гарантированного получения качественной лицевой поверхности, сварочный ток I4 и расход плазмообразующего газа q4 еще понижают, а в конце импульса задают относительно продолжительный по времени спад сварочного тока I4 (рис.5). После снижения сварочного тока до задаваемого значения, происходит обрыв дуги. Для защиты сварочной ванны некоторое время продолжается подача плазмообразующего и защитного газов. Сварочная горелка в это промежуток неподвижно находится на начальной позиции.

Рис. 5. Принцип 4 фазы.
Установка параметров процесса для соответствующей фазы происходит в зависимости от свариваемых материалов и сочетания толщин. Важнейшие по влиянию на процесс PPSW-сварки факторы: сварочный ток, длительности импульсов-фаз и рампа-наклон спада процесса, а также расход плазмообразующего газа и скорость подачи присадочной проволоки, задаваемая длиной. Также некоторое влияние оказывают рампы начала и перехода между импульсами, расход защитного газа, длина «оттянутой» обратно проволоки. Весь процесс продолжается от установки сварочной горелки до окончания ее прижатия. Так, в зависимости от материала и толщин цикл длится 1,5-4,5 с.
Металлографические исследования и механические испытания
Процесс PPSW-сварки непрерывно совершенствуется в ходе проведения НИОКР при решении конкретных задач для различных областей промышленности, работающей с различным по толщинам, материалу и составу цинкового покрытия листами. В большинстве случаях для оценки возможности применения применений способа можно обойтись, по-видимому, исследованиями полученных точечных сварных соединений. На рис. 6 различима граница сварной ванны и зерна кристаллов, радиально вытянутых от периферии к центру. Данная кристаллизация типична для сравнительно медленного остывания, чему способствует 4 фаза-импульс процесса PPSW-сварки с его достаточно пологой рампой конца. Для модификации горелки с прорезями характерны лучи из продуктов удаления паров цинка.

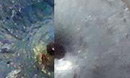
Рис. 6. Типичная лицевая поверхность сварной точки при PPSW-сварке (оцинкованная сталь): слева для варианта горелки с отверстиями для удаления паров цинка, справа – для варианта горелки с пазами.

Рис. 7: Типичная нижняя поверхность сварного точечного соединения при PPSW-сварке (различные цинковые покрытия): 1 – корень сварной точки; 2 – свободная от оксидов цинка область; 3 – белый налет из оксидов цинка.
На рис. 7 представлено характерное формирование корня сварной точки в области «булавочного прокола» нижней заготовки сжатой дугой. На нижней поверхности можно заметить белый налет из оксидов цинка, окружающий свободную от цинка область. В то время как лицевая поверхность, пребывая в атмосфере защитного газа, свободна от налета оксидов цинка, за исключением, выходящих за пределы сопла «лучей».
Проводимые с помощью клещей и тисков испытания на отрыв предоставляют информацию о прочности точечного сварного соединения. На рис. 8 представлен образец после испытания на разрыв с диаметром пробки в 8мм.

Рис. 8. Образец после испытания на отрыв с пробкой диаметром 8мм. Оцинкованная сталь, 1+1.
В рис. 9 представлен типичный случай приложения способа PPSW-сварки: соединение оцинкованного листа (1,5 мм) с неоцинкованной трубой прямоугольного сечения (2 мм).

Рис. 9. Случай сварки оцинкованного листа с трубой: слева – процесс, справа – полученное соединение.
На рис. 10 изображен макрошлиф точечного сварного соединения (1,0мм (15пс Ц1) + 1,0мм(15пс)). Диаметр литого ядра составляет 5 мм. На рис. 11 изображен макрошлиф точечного сварного соединения (1,5мм (15пс Ц1) + 1,5мм(15пс Ц1)). Диаметр литого ядра составляет 7 мм.

Рис. 10. Точечное сварное соединение. Сверху – 15пс Ц1 (1,0мм), снизу – 15пс (1,0мм).

Рис. 11. Точечное сварное соединение. Сверху – 15пс Ц1 (1,5мм), снизу – 15пс Ц1 (1,5мм). 7мм
На рис.12 и 13 представлены результаты механических испытаний на срез и полученные значения диаметров литой зоны или пробки. Хорошая воспроизводимость значений свидетельствует о стабильности качества PPSW-сварки.

Рис. 12. Диаграмма значений срезывающих усилий для точечных сварных соединений: 15пс (1,5мм) Ц1+15пс (1,5мм) Ц1; 15пс (1,0мм) Ц1+15пс (1,0мм) Ц1.

Рис. 13. Диаграмма значений диаметров пробок при испытаниях на отрыв для точечных сварных соединений: 15пс (1,5мм) Ц1+15пс (1,5мм) Ц1; 15пс (1,0мм) Ц1+15пс (1,0мм) Ц1.
В заключении на рис. 14 и 15. изображены 3-х и 5-ти листовые сварные соединения.

Рис. 14. Точечное сварное соединение 3 листов.

Рис. 15. Точечное сварное соединение 5 листов.
Выводы
Усовершенствование горелки для PSW-сварки сделало возможным экономически рентабельное производство высококачественного точечного сварного соединения из оцинкованной листовой стали. Способ PPSW-сварки особенно выгоден при производстве точечного сварного соединений с односторонним доступом. Также данный способ имеет значительный потенциал по применению в ремонтных работах по исправлению дефектов автоматической контактной точечной сварки. Качество полученных соединений было продемонстрировано на макрошлифах и образцах после механических испытаний на растяжение и отрыв. Появляются новые технологические возможности для конструирования и производства изделий из оцинкованной листовой стали.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q